高盐废水零排放,为何是企业的“环保必答题”?
在化工、电力、冶金、煤化工等工业场景中,高盐废水一直是环保领域公认的“硬骨头”。这类废水的TDS(总溶解固体)通常≥10000mg/L,不仅含盐量高、成分复杂,还常裹挟重金属、难降解有机物等有毒有害物质。若直接排放,会造成土壤盐碱化、水体污染,破坏生态平衡;若不处理,又无法满足日益严格的环保政策要求。
传统处理技术长期陷入“两难困境”:要么处理成本居高不下,企业陷入“达标即亏损”的被动局面;要么设备易结垢堵塞、膜污染严重,系统稳定性差、运维成本高昂。但随着环保技术的迭代升级,高盐废水零排放早已从“行业难题”变为“可落地、可盈利”的成熟方案。
本文将以预处理技术、膜浓缩技术、蒸发结晶技术三大核心环节为脉络,结合技术原理、适用场景、真实案例和选型要点,为你拆解高盐废水零排放的全流程解决方案,从“减量化、资源化、无害化”三个维度,破解企业的成本与环保双重难题。一、预处理技术:筑牢零排放系统的“第一道防线”
预处理是零排放系统的基础环节,也是决定后续膜浓缩、蒸发结晶设备寿命与运行成本的关键。它的核心目标是去除废水中的悬浮物、胶体、有机物及钙镁硬度离子,从源头避免后续设备结垢、堵塞或腐蚀,直接影响整个系统的稳定性和长期经济性。
1. 主流预处理技术及应用场景
(1)混凝沉淀+过滤:低成本去除悬浮物,基础废水的“通用解法”
• 核心原理:通过投加聚合氯化铝(PAC)、聚丙烯酰胺(PAM)等混凝剂,使废水中的悬浮物和胶体颗粒脱稳、凝聚成大颗粒絮体,再通过沉淀池分离、石英砂/多介质过滤器进一步过滤,实现固液分离。
• 适用场景:悬浮物含量高、水质波动大的废水,如冶金行业酸洗废水、电力行业脱硫废水、钢铁行业冲渣废水等。
• 真实案例:某钢铁企业冲渣废水含盐量约8000mg/L,悬浮物浓度高达500mg/L,直接进入膜系统会导致快速堵塞。采用“混凝沉淀+石英砂过滤”工艺后,悬浮物去除率达95%,出水浊度稳定在1NTU以下,完全满足后续膜浓缩设备的进水要求,运行成本仅为0.5元/吨水,是高性价比的基础预处理方案。
(2)高级氧化技术:破解有机物难题,难降解废水的“克星”
• 核心原理:通过臭氧氧化、芬顿氧化、臭氧催化氧化等技术,产生强氧化性的羟基自由基,将废水中的难降解有机物(如农药中间体、染料助剂)分解为小分子物质,降低COD含量,同时破坏有机物的环状结构,减少其对后续膜组件的不可逆污染。
• 适用场景:化工、制药、农药、染料等行业含有高浓度难降解有机物的高盐废水。
• 真实案例:某农药企业废水含盐量15000mg/L,COD高达20000mg/L,且含有大量苯环类难降解有机物,直接进膜会导致膜污染速率翻倍。采用臭氧催化氧化技术预处理后,COD去除率达70%,出水COD降至6000mg/L以下,同时将大分子有机物分解为易降解的小分子,为后续膜浓缩系统的稳定运行提供了保障,膜清洗周期从1个月延长至3个月。
(3)离子交换/软化:去除硬度离子,预防结垢的“关键一步”
• 核心原理:利用离子交换树脂或化学沉淀法(如石灰-纯碱软化),去除废水中的钙、镁、钡等硬度离子,避免这些离子在后续膜浓缩和蒸发结晶过程中形成碳酸钙、硫酸钙等难溶盐,附着在膜表面或蒸发器壁面造成结垢。
• 适用场景:硬度较高的废水,如电力行业循环冷却排污水、化工行业盐水废水、煤化工高盐废水等。
• 数据对比警示:未经过软化处理的废水进入膜浓缩系统后,膜组件结垢速率是软化处理后的5-10倍,膜寿命缩短30%-50%,运行成本增加20%以上。某化工企业曾因忽略软化环节,导致RO膜运行3个月就出现严重结垢,被迫更换全部膜组件,额外损失超百万元。
2. 预处理技术选型黄金要点
✅ 水质分析先行:先通过检测明确废水的含盐量、COD、硬度、悬浮物、重金属等核心指标,针对性选择预处理工艺,避免“一刀切”。
✅ 成本与效果平衡:低浓度、低有机物废水优先选择低成本的“混凝沉淀+过滤”工艺;高浓度难降解废水需采用高级氧化技术;硬度超标的废水必须配套软化工艺,避免后续设备故障
✅ 模块化设计优先:选择模块化预处理设备,可根据水质变化灵活调整工艺参数,应对不同工况下的水质波动,降低改造升级成本。二、膜浓缩技术:实现废水“减量化”的核心,大幅降低蒸发成本
膜浓缩技术是零排放系统的“心脏环节”,通过半透膜的选择性分离作用,将高盐废水进一步浓缩,大幅减少后续蒸发结晶的处理水量,从而降低整体能耗和运行成本。目前主流的膜浓缩技术包括反渗透(RO)、纳滤(NF)、电渗析(ED)三大类,各自适配不同含盐量和水质需求的废水。
1. 反渗透(RO):成熟稳定的低浓度高盐废水浓缩方案
• 核心原理:在高压驱动下,水分子通过反渗透膜,而盐分、有机物、胶体等被截留,实现废水的浓缩和净化,是目前应用最广泛的膜浓缩技术之一。
• 适用场景:含盐量较低(TDS≤30000mg/L)的废水,如电力行业脱硫废水、冶金行业冷却排污水、一般化工行业低盐高盐废水等。
• 真实案例:某电力企业脱硫废水含盐量约20000mg/L,采用RO膜浓缩技术后,废水浓缩倍数达3倍,TDS提升至60000mg/L,后续蒸发结晶处理量直接减少67%,整体运行成本降低40%,每年节省运维费用超100万元。
2. 纳滤(NF):实现盐分选择性分离,助力资源化回收
• 核心原理:纳滤膜的孔径介于反渗透和超滤之间,具有独特的离子选择性,可截留二价及以上离子(如钙、镁、硫酸根),允许一价离子(如钠、氯)通过,实现不同价态盐分的选择性分离,为后续盐分资源化回收创造条件。
• 适用场景:含有有价盐分的废水,如化工行业盐水废水、食品行业腌制废水、印染行业含盐废水等,尤其适合需要回收氯化钠、氯化钾等一价盐的场景。
• 真实案例:某食品企业腌制废水含盐量12000mg/L,其中氯化钠含量占比80%,同时含有大量杂质离子。采用纳滤膜浓缩技术后,氯化钠透过膜组件,而钙镁离子、有机物杂质被截留,透过液经蒸发结晶后得到工业级氯化钠,可回用于生产环节,年收益达50万元,实现了废水处理的“变废为宝”。
3. 电渗析(ED):高盐废水高效浓缩,超越RO的极限
• 核心原理:在电场作用下,利用离子交换膜的选择透过性,使废水中的阳离子向阴极迁移、阴离子向阳极迁移,实现废水的浓缩和淡化。电渗析对高盐废水的浓缩效果远优于反渗透,可将废水浓缩至TDS≥100000mg/L,是高浓度高盐废水的首选浓缩技术。
• 适用场景:含盐量较高(TDS≥30000mg/L)的废水,如煤化工行业高盐废水、氯碱行业盐水废水、高浓度化工含盐废水等。
• 数据对比与案例:电渗析处理高盐废水的能耗仅为反渗透的60%-70%,膜寿命更长,运行成本降低25%以上。某煤化工企业采用电渗析技术浓缩高盐废水,浓缩倍数达5倍,TDS从30000mg/L提升至150000mg/L,后续蒸发结晶处理量减少80%,年节约运行成本200万元,大幅降低了蒸发环节的投资和运维压力。
4. 膜浓缩技术选型关键要点
按含盐量精准选择:低含盐量废水优先选择RO,高含盐量废水选择ED,中高含盐量废水可采用“RO+ED”组合工艺,兼顾浓缩效果与成本。兼顾盐分资源化需求:若废水中含有价盐分,优先选择纳滤或电渗析技术,实现盐分的选择性回收,创造额外收益。膜污染控制优先:加强前端预处理,定期清洗膜组件,采用抗污染膜材料,延长膜寿命,降低更换成本。三、蒸发结晶技术:实现“零排放”的最终环节,废水变资源的终点
蒸发结晶是高盐废水零排放的最后一步,通过加热蒸发浓缩后的浓水,使水分汽化、盐分结晶析出,实现废水的完全资源化利用,最终达到“废水不外排、盐分可回用”的目标。目前主流的蒸发结晶技术包括多效蒸发、MVR蒸发、机械雾化蒸发三类,适配不同规模和成本需求的企业。
1. 多效蒸发:传统成熟的结晶技术,蒸汽充足企业的优选
• 核心原理:利用前一效蒸发器产生的二次蒸汽作为后一效蒸发器的加热蒸汽,实现热能的多级利用,大幅降低蒸汽消耗,是应用历史最久的蒸发结晶技术之一。
• 适用场景:处理规模较大、蒸汽成本较低的企业,如化工、冶金、大型煤化工企业的高盐废水处理。
• 真实案例:某化工企业高盐废水经膜浓缩后含盐量达60000mg/L,采用三效蒸发结晶技术后,结晶盐产量达10吨/天,结晶盐纯度达98%以上,可作为工业盐回用于生产环节,实现废水零排放,同时蒸汽利用率提升至传统单效蒸发的3倍以上。
2. MVR蒸发:低能耗结晶技术,电力成本优势企业的首选
• 核心原理:通过蒸汽压缩机将蒸发器产生的二次蒸汽压缩,提高蒸汽的温度和压力,重新作为加热蒸汽使用,仅需少量补充蒸汽,能耗仅为多效蒸发的30%-50%,是目前节能效果最显著的蒸发结晶技术。
• 适用场景:蒸汽成本较高、电力成本较低的企业,如电力、制药、中小型化工企业的高盐废水处理。
• 数据对比与案例:MVR蒸发的能耗约为15-20kWh/吨水,而多效蒸发的能耗约为50-60kWh/吨水,运行成本可降低40%-60%。某电力企业采用MVR蒸发结晶技术处理脱硫废水,每年节约运行成本150万元,结晶盐可作为工业盐回收利用,实现了环保与经济的双赢。
3. 机械雾化蒸发:低成本零排放技术,小规模废水的“轻量化方案”
• 核心原理:通过机械雾化器将废水雾化成微小液滴,利用空气的热量和流动性使水分蒸发,残余盐分进入渣相或结晶析出。该技术不依赖蒸汽锅炉,无需复杂的蒸汽压缩机,设备投资和运行成本极低。
• 适用场景:处理规模较小、水质较差的废水,如钢铁行业冲渣废水、矿山行业尾矿废水、偏远地区小型企业的高盐废水等。
• 真实案例:某钢铁企业冲渣废水含盐量约5000mg/L,处理规模较小,采用机械雾化蒸发技术后,废水蒸发率达95%以上,残余盐分进入渣相,可作为建材原料回用,运行成本仅为1-2元/吨水,远低于传统蒸发结晶技术,解决了小规模废水零排放的成本难题。
4. 蒸发结晶技术选型黄金要点
能耗与成本平衡:蒸汽成本低的企业选择多效蒸发,电力成本低的企业选择MVR蒸发,处理规模小的企业优先选择机械雾化蒸发。兼顾盐分资源化利用:若结晶盐纯度较高,可作为工业盐回用于生产;若纯度较低,需配套提纯工艺或进行安全处置,避免固废二次污染。设备防腐与结垢控制:采用耐腐蚀材料(如双相不锈钢、钛材)制造蒸发器,定期清洗设备,防止结垢和腐蚀,延长设备使用寿命。四、技术组合与行业定制方案:告别“通用模板”,打造专属零排放路径
不同行业的高盐废水水质差异显著,不存在“放之四海而皆准”的通用方案,需要根据废水特点、处理规模、成本预算,将预处理、膜浓缩、蒸发结晶三大环节灵活组合,打造定制化解决方案。
1. 典型水质场景的技术组合路线
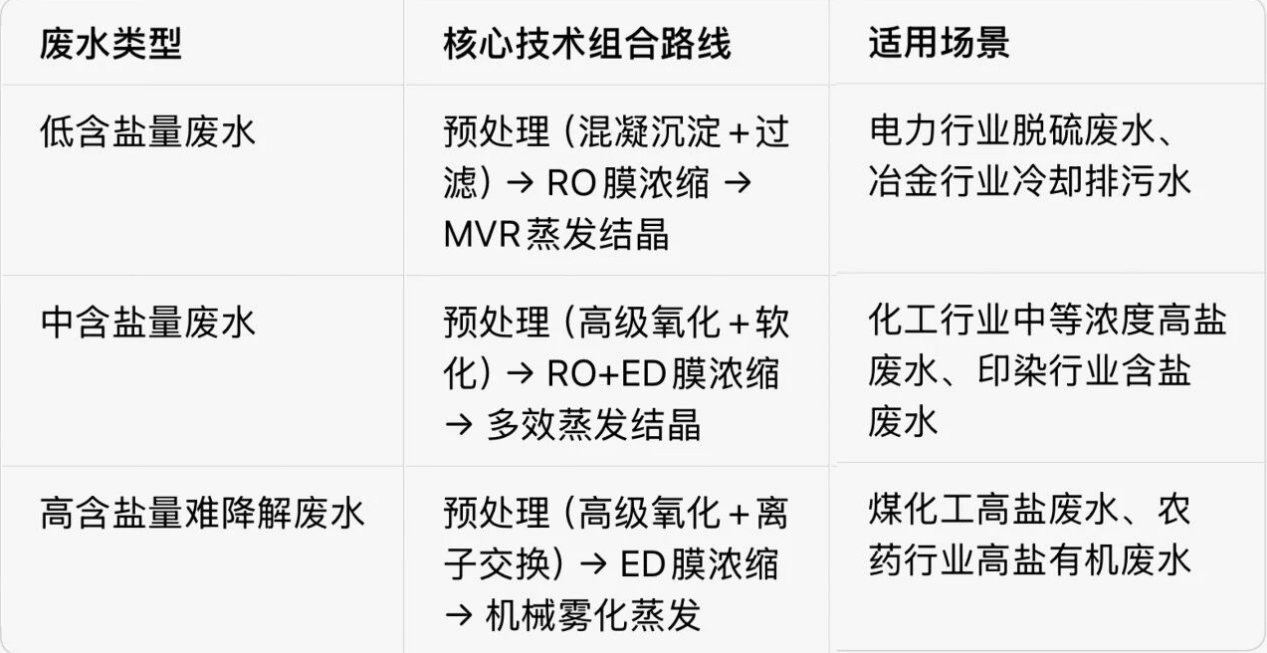
2. 行业定制化解决方案详解
(1)煤化工行业:高盐高有机废水的零排放方案
• 废水特点:含盐量高(TDS≥50000mg/L)、有机物含量高、成分复杂,含有酚类、氨氮等难降解物质。
• 定制方案:预处理(混凝沉淀+臭氧氧化)→ ED膜浓缩 → MVR蒸发结晶
• 案例效果:某煤化工企业采用该方案后,废水回用率达95%以上,结晶盐产量达20吨/天,年节约新鲜水用量100万吨,年收益达300万元,同时实现了废水零排放和结晶盐资源化利用。
(2)钢铁行业:悬浮物高、硬度高废水的零排放方案
• 废水特点:悬浮物含量高、硬度高、含盐量中等,主要为冲渣废水、酸洗废水等。
• 定制方案:预处理(混凝沉淀+过滤)→ RO膜浓缩 → 机械雾化蒸发
• 案例效果:某钢铁企业采用该方案后,冲渣废水实现零排放,年节约新鲜水用量50万吨,减少污泥排放1000吨/年,大幅降低了环保压力和水资源消耗成本。
(3)电力行业:含盐量中等、低有机物废水的零排放方案
• 废水特点:含盐量中等、有机物含量低,主要为脱硫废水、循环冷却排污水。
• 定制方案:预处理(软化+过滤)→ RO膜浓缩 → MVR蒸发结晶
• 案例效果:某电力企业采用该方案后,脱硫废水实现零排放,年节约运行成本150万元,结晶盐可作为工业盐回用于生产环节,实现了环境效益与经济效益的双赢。
五、未来趋势:高盐废水零排放技术的三大创新方向
随着环保政策的持续收紧和企业成本控制需求的提升,高盐废水零排放技术正朝着“资源化、低成本、智能化”三个方向快速迭代:
1. 资源化回收成为核心目标:从单纯的“达标排放”转向“资源利用”,通过膜分离、结晶提纯等技术,将废水中的盐分转化为工业盐、化肥等有价产品,实现“变废为宝”,为企业创造额外收益。
2. 低成本技术广泛应用:机械雾化蒸发、太阳能蒸发、余热利用等低成本技术将进一步推广,结合新能源供电、余热回收等方式,大幅降低零排放系统的运行成本,让更多中小企业能够承受零排放的经济压力。
3. 智能化监控实现稳定运维:通过物联网、大数据、AI等技术,实时监控废水处理系统的运行参数,预测设备故障和膜污染情况,实现智能化运维,减少人工干预,提高系统稳定性和处理效率。结尾:高盐废水零排放,不是“负担”,而是“机遇”
高盐废水零排放早已不是遥不可及的目标,通过预处理、膜浓缩、蒸发结晶三大核心技术的科学组合,企业完全可以实现废水的减量化、资源化和零排放,同时降低处理成本,实现环境效益与经济效益的双赢。
对于化工、电力、冶金等行业的环保负责人来说,选择合适的技术组合是关键。在技术选型时,需充分考虑废水水质、处理规模、成本预算等因素,避免盲目跟风“高大上”技术,打造真正适配企业需求的定制化零排放解决方案。
随着技术的不断创新,高盐废水零排放的成本将进一步降低,更多企业将能够实现“零排放”的目标,为环保事业贡献力量,同时也为企业的可持续发展筑牢基础。